Высокоскоростной автомат для резки пробки металла, автомат для резки CNC полуавтоматный
Быстрые детали
Условие: Новое место происхождения: Цзянсу Китай
Номер модели: Тип машины MC350D: Автомат для резки трубы и пробки
Сырье: Сила трубы: Гидровлический
Аттестация: Система охлаждения CE&ISO: водяное охлаждение
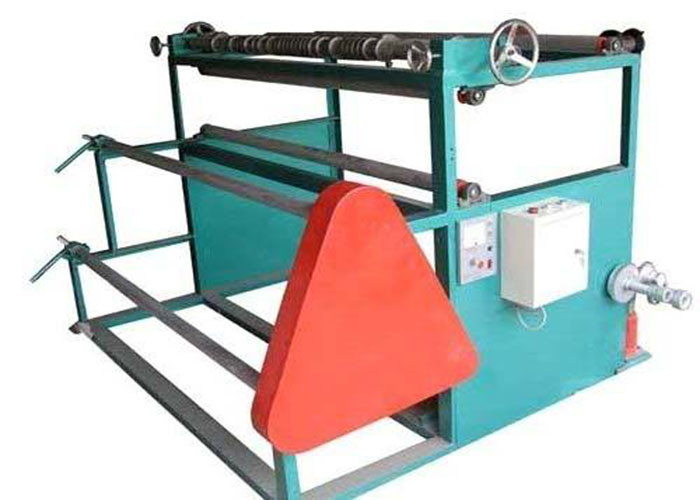
Обзор машины:
Машина sawing металла MC350D круговая, основанная на введении чужой передовой технологии, новаторском и развивает гидровлическую автоматическую машину sawing, представление их продуктов достигает предварительный уровень, формы sawing различные секционные могут быть обычной сталью, нержавеющей сталью, медью, алюминием и другие профили металла, специально пиля различную трубу идеально. Машина использует гидровлическое управление, пиля без искусственний подавать, discharging, свой workpiece зажимая, отпуск, питание, втягивает автоматически гидровлическим управлением, подвергая механической обработке точностью, высокой эффективностью, соответствующей для долгосрочной работы в непрерывном режиме.
Количество вырезывания:
Машина оборудована с резать число счетчиков одного (на панели основного управляющего воздействия), запланированное число workpieces пиля счетчик входного сигнала, фактическое количество вырезывания будет показана на счетчике маленького экрана, когда фактический пилить номера последовательный с номером preset, машина автоматически остановит работать, режа номер фактического счетчика автоматически установлена на нуль.
Технические параметры
|
1 мотор вырезывания
|
YD112M-4/2 3.3/4.0kw
|
|
Напряжение тока 2
|
380V 50HZ (линия управления 110V50HZ)
|
|
Мотор водяной помпы 3
|
40W
|
|
4 применимый увидел
|
Ф≤400 принесло отверстие Pin Ф32 2-Ф11×63
|
|
Давление деятельности 5
|
5.5MPa
|
|
Отверстие 6 струбцины
|
140mm
|
|
Мотор насоса масла 7
|
Y90L-4 1.5Kw
|
|
Насос лопасти 8
|
VPV1-20-55
|
Введение конфигурации:
Электронные контрольные части: FR.L и клапан соленоида импортированы от воздуха TAC Тайвани; Клапан: Тайвань импортировало гидровлическое Asada;
Контактор AC: Shilin импортированное жителем Южной Кореи; Остановите кнопку и кнопка старта является следующим: Тайвань Tiandi; Другое электрическое вспомогательное оборудование: Chint.
Рельс: Тайвань Shangyin.
Установка и поручать
1, машина необходимо поместить на ровной земле, 4 футах с болтами для того чтобы обеспечить его.
2, линия были собраны внутри доводки машины, и соединенной силы (380V 50Hz, трехфазной системы 4 течений), пока машину необходимо заземлить для того чтобы обеспечить безопасность.
3, подтверждают управление рулем: света переключенные дальше, после этого Поляк-изменяя переключатель включены (установите до «1" или «2" положение), тогда отжимают направление вращения мотора педального контроллера в зависимости от направления вращения шпинделя и покрывают стрелки последовательные, если вы обращаете обмен любой двухфазовый участок линии электропередач
Инструкции по эксплуатации
1. Увидел установку
В зависимости от размера материала, котор нужно спилить, выберите соотвествующие толщину лопасти, диаметр и число зубов. После увидел лезвие выбранное согласно следующим шагам для того чтобы установить машину
(1) Переключатель мощности установлен к.
(2) Раскройте крышку безопасности лезвия.
(3) Крышка ножевого клина, котор извлекли, и фланец шпинделя, и крышка ножевого клина с чистым разрешением ткани не все опиловки песка или утюга.
(4) Установленный на лезвии, стрелки передней крышки зуба в таком же направлении с ножом, положат нож на крышку, затягивают винты, перед вполне фиксировать лезвие для того чтобы вытянуть лезвие поворачивая в противоположное направление, так, что нож крышки стороны штыря плотно давление на отверстии штыря лезвия, тогда затягивают винты твердо.
(5) Покройте рельсы предохранителя безопасности лезвия, полную установку лезвия. Извлечь, против вышеуказанных шагов.
2. Регулировка глубины хода питания
Регулируемая гайка предела, после этого повернет многоточие закрытое модулирующей лампой (counterclockwise) так, что нагрузки головка медленно вниз до тех пор пока лезвие не сможет отрезать workpiece, котор нужно отрезать вверх, так, что крышка регулировки лезвия будет отрезана далеко от workpiece о 10mm или так.
скорость лезвия 3.Saw:
Скорость вообще слабой стали выбранная металлом; твердые штанги, нержавеющая сталь и другой опционный низкий уровень. (Примечание: После термической обработки материалов или стальной твердости HRC13 больше, отсутствующий высокоскоростной hacksaw увидел, в противном случае сокращает жизнь лезвия.)
4. Главная струбцина и регулирует струбцины питания (см. чертеж плана и обшейте панелями инструкции управления)
(1) Принципы регулировки:
A, вы можете действительно зажать workpiece.
B, обеспечивает ровный подавать, трудное сопротивление или вставленный, не повлияет на допуск длины после резать законченный workpiece.
(2) Шаги регулировки:
A, попытка для того чтобы раскрыть основную струбцину, струбцина раскрыто к питанию.
B, вручную приводится в действие панель основного управляющего воздействия будет отличать подавая станцией к фронту главной струбцины.
C, зажимает workpiece помещенный в середине.
D, вращение струбцины колеса руки workpiece к главным образом смерти скоросшивателя, колесо руки и после этого закручивают назад 3-4mm.
E, поворачивает ручку к ручной функции на панели основного управляющего воздействия для того чтобы увидеть если топливный бак к главному скоросшивателю делает зажимать workpiece, режа середину в никакой опасности и повреждает движение workpiece вращательное лезвия.
F, после главной регулировки струбцины, регулирует струбцины питания, метод регулировки для того чтобы отрегулировать главный скоросшиватель грубо эти же, но оплачивает особое внимание в дополнение к регулируемому колесу руки, больше вы можете отрегулировать переставные колодки места вокруг. Но подавая схваты в такой же скоросшиватель должны быть прямы с лордом.
G, после того как вручную отрегулируйте ручку для того чтобы выпустить главный скоросшиватель. Пошлет к подавая струбцине workpiece к кнопке задней части подача вручную отжат, отступлению цилиндра ручки зажима зажима станции питания немедленному. На этой стадии материал примечания (workpiece) главная струбцина вступает в противоречия, оно значит если никакая хорошая настройка на линии, то, вы подрегулированный. Если он значит материал, то прежде и после регулировка поставки ровная была завершена.
5. Регулировка скорости питания
На задем головки цилиндра механизма гидравлической подачи имеет клапан регулировки подачи, поверните ручку для того чтобы отрегулировать handpiece скорости питания. Регулировка скорости питания в зависимости от опыта, не слишком голодать и рушиться зубы твердых частиц приводя к serrated, но также не слишком медленный и тупой лезвие пилы. Например ампутированные адвокатские сословия диаметра 25mm слабые стальные на около 2-8 секунд, согласно Ли serrated или тупой смогите быть.
6. Регулировка длины вырезывания (каждой длины питания)
Подавать значение справки машины длина подавая следующего шага станции отрегулировать маштаб:
(1) Подавая станции двинут к передовой линии;
(2) После подавать винт располагая отпуск затвора;
(3) При блок ручной передачи и стопы указателя визуально показанные рядом с размером маштаба;
(4) После находить длина значения, котор нужно установить, затвор фиксируя винта;
(5) После фронта и задних затвора и буферов затвора частей может точн-настройка совмещенный обрабатывать питания, облегчить малюсенький будучи использованной размер (после подавать ограничивать штангу буфера, обычно отжимаемую в 13-15mm соотвествующий. В противном случае, буфер не может позволять влияния или тленный)
(6) И как длина чем питание, выбирают второе или третье питание, т.е. длина или × × 3 2 времени.
7. Первый sawing ножа (sprue)
После завершения вышеуказанных шагов для того чтобы отрегулировать тело питания к фронту. Панель основного управляющего воздействия наберет автоматическое положение, вырезывание материала так, что материал будет помещен в середине головки струбцины держал вне его тангенс лезвия о 15mm (главные двухсторонние губы тисков консервируют) и после этого отжимает кнопку на панели основного управляющего воздействия, машине которая пилить начатый semiautomatic. (Примечание: Если любой резать ровно или необыкновенный, различный звук, то быстро отожмите панель основного управляющего воздействия гидровлической кнопки аварийного стопа, машина немедленно остановит действие возглавьте назад к верхнему концу workpiece зажимает плотно для того чтобы предотвратить. Сопротивление и workpiece пилы опасны.)
8. Автоматический круг вырезывания
Когда первые 7 шагов ровно, согласно панели основного управляющего воздействия, автоматической кнопке, машине которая начали подать подавая sawing sawing → → →, деятельности цикла etc. автоматической. Выполняя работу автоматически, внимание будет должно сперва управлять пультом управления ручка на 15th идет «побежать» положение, так, что когда дефициты workpiece материальные в посылке переключателя близости предела обнаруживают отсутсвие артефактов и автоматически выключают. Последний выигрыш после останавливать материал, re-исполняет работу на новых 8 шагах, автоматическое действие sawing цикла.
9. Количество вырезывания:
Машина оборудована с резать число счетчиков одного (на панели основного управляющего воздействия), запланированное число workpieces пиля счетчик входного сигнала, фактическое количество вырезывания будет показана на счетчике маленького экрана, когда фактический пилить номера последовательный с номером preset, машина автоматически остановит работать, режа номер фактического счетчика автоматически установлена на нуль.


 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!